流程策略与产能规划
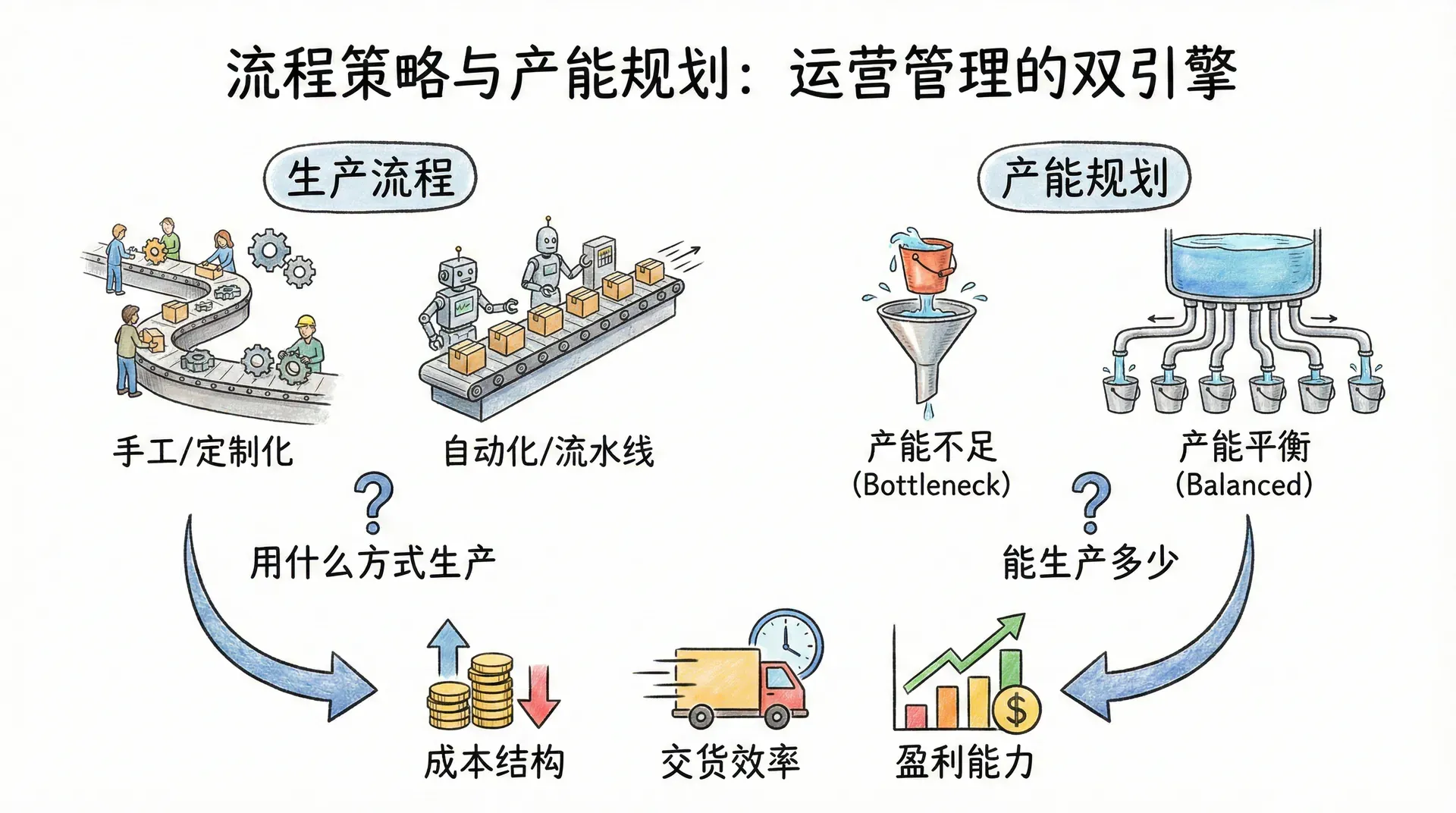
一家工厂每天能生产多少件产品?一家餐厅在高峰时段最多能接待多少桌客人?这些问题的背后,涉及的是运营管理中两个关键决策:选择什么样的生产流程,以及如何合理规划产能。流程策略决定了"用什么方式生产",产能规划则决定了"能生产多少"。两者共同影响着企业的成本结构、交货效率与盈利能力。
四种基本流程策略
流程策略(Process Strategy)是企业在组织生产或提供服务时所选择的基本方式。不同行业、不同产品、不同规模的企业,适合的流程策略各不相同。运营管理中将流程策略划分为四种基本类型,分别对应不同的生产场景。
-
工作中心策略(Job Shop)是以"订单驱动"为核心的灵活生产方式。设备和人员按功能分区,不同订单在各个区之间流转,适合生产种类繁多、批量极小的定制化产品。比如,北京的某家定制家具工厂,每张订单的尺寸、材质、款式都不同,木工区、打磨区、喷漆区轮流处理,每笔订单的路线各异,这就是典型的工作中心生产。
-
批量生产策略(Batch Process)介于工作中心和流水线之间。企业将相似的产品归为一组,集中生产完一批再切换到下一批。例如,某饼干厂今天生产草莓口味,明天切换为巧克力口味,换线时需要清洗设备、调整配方。这种方式兼顾了灵活性和规模效益,是中小型制造业常见的选择。
-
重复生产策略(Repetitive Process)采用流水线方式,产品沿固定路线逐站加工,每个工位的工人专注于固定动作。汽车总装线就是标准案例:焊接、涂装、装配、检测,各工位协同运转,节拍统一,每隔固定时间就有一辆车下线。重复生产对标准化要求很高,产量大,单位成本低。
-
连续生产策略(Continuous Process)是自动化程度最高的生产方式,24小时不停机运转,通常用于生产性质均一的流体或粉末类产品。例如石油炼化厂、水泥厂、纸浆厂等,一旦停机意味着巨大损失,所以这类工厂几乎全年无休。
流程策略一旦确定,很难在短期内更改,因为它涉及设备布局、人员培训、工艺流程的全面调整。企业在选择时必须充分考虑自身的产品特性、市场需求和长期战略。
产能的定义与衡量
产能(Capacity)是指一个生产系统在特定时间内,在正常条件下所能完成的最大产出量。理解产能需要区分两个层次:设计产能与实际产能。
-
设计产能(Design Capacity)是指设备或系统在理想状态下的理论最大产出,相当于“说明书上的参数”。例如,某条自动化包装线的设计产能是每小时1200件,这是在零故障、零换线、零损耗条件下的标称值。
-
有效产能(Effective Capacity)是在考虑了计划停机(设备保养、换班交接、质量检测等)之后的实际可用产能。比如这条包装线每天需要30分钟保养,有效产能会因此降低。
-
实际产出(Actual Output)是在扣除设备故障、质量返工、原料等待等不可预期损失后的真实产量。
由此衍生出两个重要指标:
某手机零件厂的数据如下:设计产能为每天10000件,有效产能为8500件(扣除计划维护后),实际产出为7200件。
产能利用率长期维持在85%左右被认为是比较合理的区间——太低意味着资源浪费,太高则设备长时间满负荷运转,故障率和维护成本会大幅上升。
盈亏平衡分析
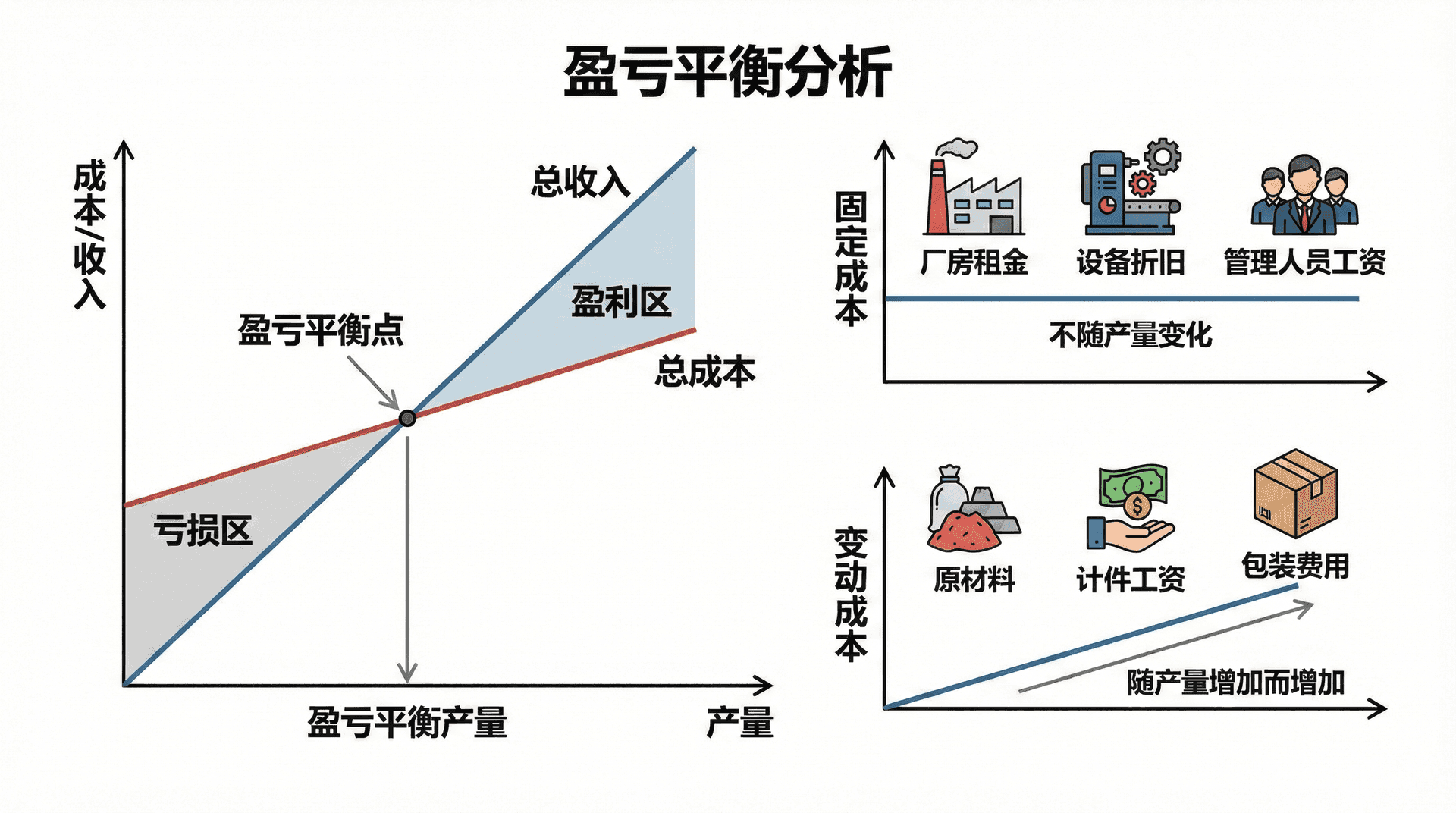
产能决策往往伴随着大量固定投入,企业必须清楚知道:产量达到多少时,才能收回成本、开始盈利?盈亏平衡分析(Break-Even Analysis)正是回答这个问题的核心工具。
任何企业的总成本都由两部分构成。固定成本(Fixed Cost)是不随产量变化的支出,如厂房租金、设备折旧、管理人员工资。变动成本(Variable Cost)是随产量增加而增加的支出,如原材料、计件工资、包装费用。
总成本和总收入的关系可以用以下公式表达:
其中 为单价, 为产量, 为固定成本, 为单位变动成本。
当总收入等于总成本时,即为盈亏平衡点(Break-Even Point, BEP):
公式中的 称为单位边际贡献,表示每卖出一件产品能为覆盖固定成本做出的贡献。
一家深圳电子配件企业计划生产一款数据线,相关数据如下:
也就是说,该企业每月至少需要销售10000条数据线,才能保本。销售第10001条开始,每条带来12元的纯利润。
盈亏平衡分析还可以用于比较不同生产方案。某企业面临两种工艺选择:
两方案在产量 时成本相同时:
当年产量低于57143件时,方案A(人工)成本更低;当年产量超过57143件时,方案B(自动化)更划算。这个交叉点就是产能策略选择的关键依据。
盈亏平衡点并不是终点,而是起点。在确认能够覆盖固定成本后,企业才真正进入"每卖一件都在盈利"的阶段,产能规划的意义正在于此。
瓶颈理论入门
当一条生产线上各工位的处理速度不一致时,整条线的产出取决于速度最慢的那个环节——这就是瓶颈(Bottleneck)。以色列物理学家高德拉特(Eliyahu Goldratt)在1984年提出的约束理论(Theory of Constraints, TOC),正是围绕瓶颈管理展开的系统性思想。
一个简单的生产线例子可以清楚说明瓶颈的影响:
整条线的实际产出能力由工位B决定,每小时最多80件。即使将A、C、D的速度再提升,只要B没有改善,整体产出不会增加。在B之前的工位会不断堆积半成品,在B之后的工位则长期等待,这就是典型的瓶颈现象。
TOC提出了一套简明的改善逻辑,通常称为"五步聚焦法":
某汽车零部件厂发现冲压工位是瓶颈,第一步是安排专人保障该工位原料不断供、不等待,将有效利用率从70%提升至92%,产线整体产出提升了约15%,而这仅仅依靠流程调整,并未增加任何设备投入。
很多企业倾向于对所有工位同步投资升级,但这往往是资源浪费。TOC的核心逻辑在于:提升非瓶颈工位的效率,对整体产出没有任何贡献,只会增加成本和库存积压。
服务业的产能弹性管理
制造业的产能相对固定,可以通过库存来缓冲需求波动。但服务业的产能有一个本质特点:服务无法储存。空出来的餐桌、未使用的诊室、闲置的银行柜台,这些产能一旦浪费就永久消失,无法像库存那样留到下一天使用。
因此,服务业的产能管理面临双重挑战:需求高峰时产能不足导致顾客流失,需求低谷时产能过剩导致资源浪费。
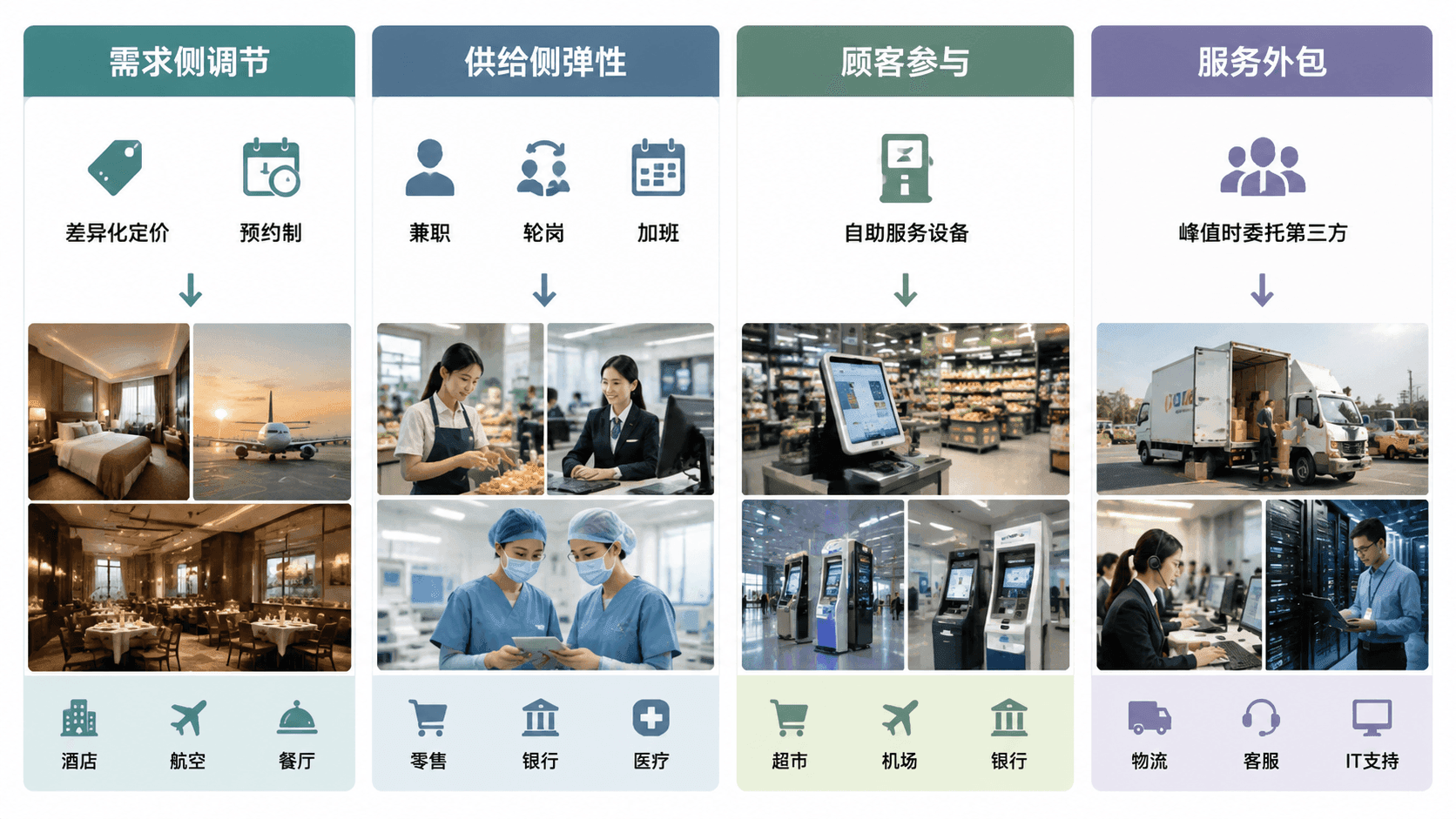
服务业通常采用以下几种方式来提高产能弹性:
-
需求侧调节是通过影响顾客行为来平滑需求峰谷。电影院非黄金时段票价优惠、酒店平日特价房、餐厅提供午市套餐,都是将部分高峰需求引导至低谷时段的手段,而非直接扩张产能。
-
供给侧弹性是通过调整人员和设备来匹配需求变化。银行在下午排队高峰时开放更多柜台,咖啡连锁在早高峰增派兼职员工,医院根据季节调整科室人手配置。这种方式的关键在于建立弹性人力资源池,即有一批经过培训、随时可以调用的兼职或轮岗人员。
-
顾客参与是将部分工作转移给顾客,以减少服务所需的人工产能。超市自助收银、机场自助值机、银行ATM机,都是把原来由员工完成的操作交由顾客自行完成,从而在不增加人员的情况下提升服务处理能力。
-
服务外包是在需求峰值期间将部分业务委托给第三方专业机构,以快速获得额外产能而不承担固定成本。电商大促期间将客服外包给专业呼叫中心、物流旺季借用第三方仓配网络、IT企业将运维支持外包给托管服务商,都是在短期内扩充产能而无需自建团队的典型做法。外包的核心逻辑是:将产能需求的弹性部分转移出去,自身只保留基础产能,以此降低需求波动带来的固定成本风险。
案例:某连锁火锅品牌的产能规划实践
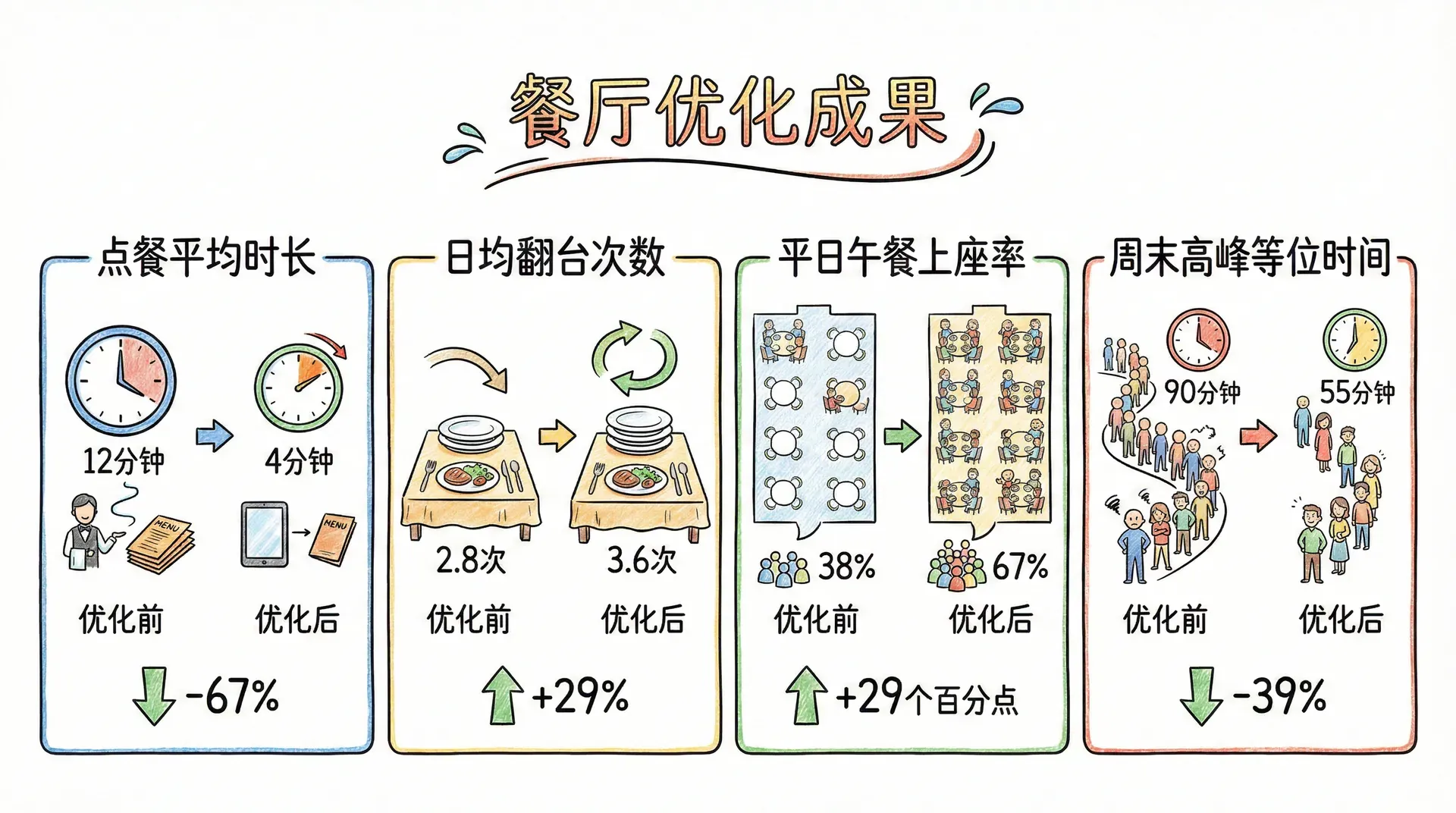
某连锁火锅品牌在全国拥有200余家门店,其运营团队长期面临一个共同痛点:周末晚间顾客排队等候超过90分钟,而周一至周四的午餐时段上座率不足40%。
识别瓶颈: 运营团队首先对整个就餐流程进行了计时分析,发现瓶颈并非在厨房,而是在点餐与上菜的衔接环节。顾客入座后,服务员需要花费平均12分钟解释菜品、接受点餐、确认口味,这一环节成为制约翻台速度的核心约束。
解决方案: 门店引入扫码自助点餐系统,顾客落座即可通过手机下单,点餐时间压缩至平均4分钟。服务员从点餐工作中解放出来,专注于上菜、补充食材和处理顾客需求,整体翻台率从每天2.8次提升至3.6次。
低谷期产能利用: 针对平日午间上座率低的问题,该品牌推出"工作日午市套餐",定价比晚市低30%,并与周边写字楼合作提供企业团餐预约服务。六个月后,平日午餐时段上座率从38%回升至67%。
产能决策的盈亏平衡测算: 引入自助点餐系统的一次性投入约为每店8万元,每年节省人工成本约4.5万元,翻台率提升带来的年增收约18万元,综合来看,回收期约为3.7个月。这一数据成为该品牌决定在全部门店推广的核心依据。
这个案例说明,产能规划并不总是需要"盖更大的店"或"雇更多的人"。找准瓶颈、优化流程、在供需两端同时发力,往往能以更低的成本实现更高的产能利用率。
总结
流程策略与产能规划是运营管理中承上启下的重要环节。四种流程策略对应不同的生产场景,选择时需要综合考虑产品种类、批量规模和自动化水平。产能利用率和产能效率是衡量生产系统健康程度的基本指标。盈亏平衡分析为产能投资决策提供了量化依据,帮助管理者判断扩产时机和规模。约束理论(TOC)提醒管理者将资源聚焦在真正制约产出的瓶颈上,而非平均用力。服务业的产能管理因其"不可储存性"而具有特殊挑战,需要在需求侧和供给侧同步建立弹性机制。