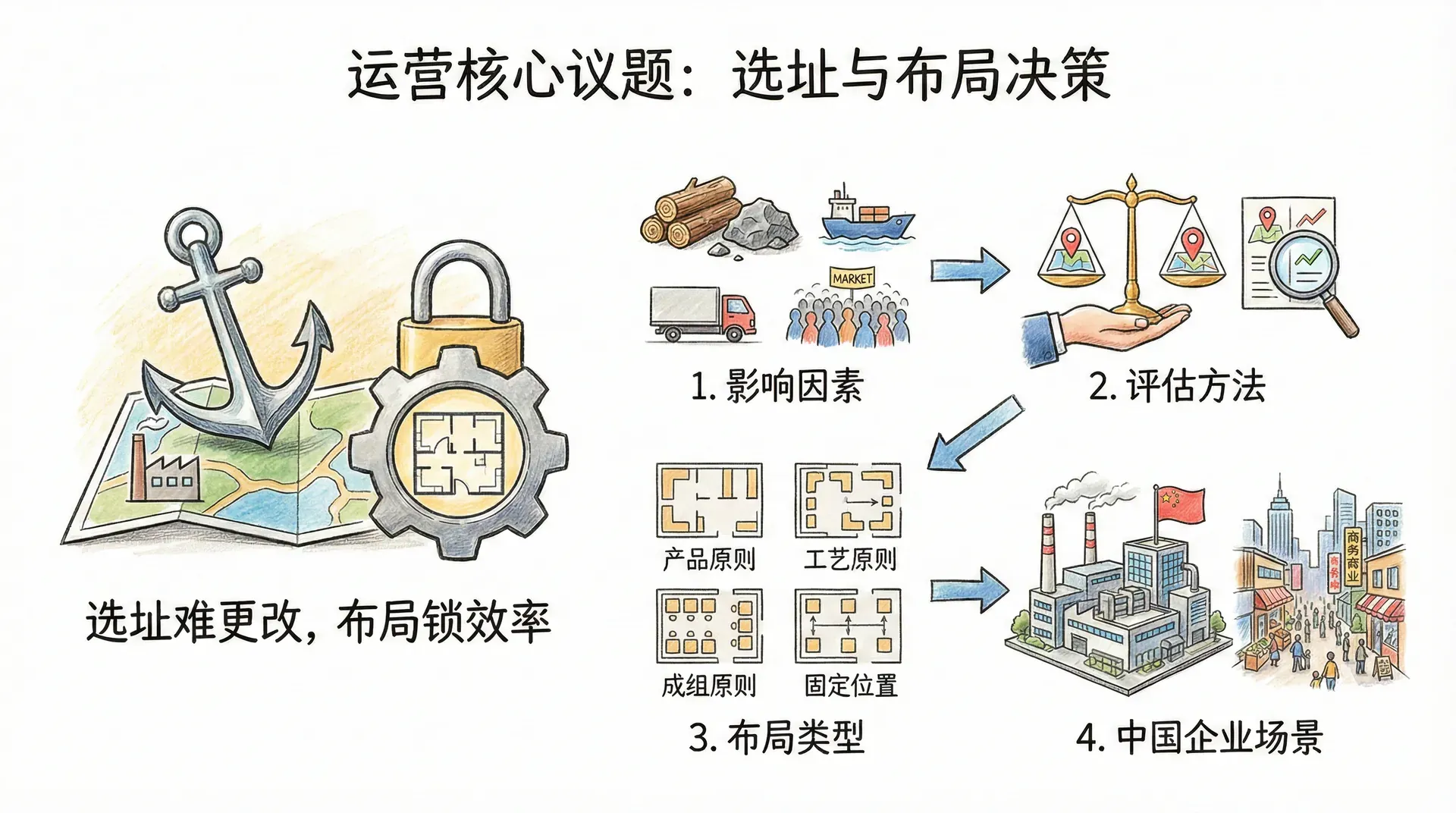
选址与布局策略
一家工厂建在哪里,一家超市开在哪条街,一条生产线如何摆放机器——这些看似日常的决定,背后都是企业运营层面最重要的长期决策之一。选址一旦确定,往往难以短期更改,布局一旦固化,生产效率就被它"锁死"了。正因如此,运营管理把选址与布局列为核心议题,要求管理者在决策前做充分的分析,而不是凭直觉拍板。
内容从选址的影响因素出发,介绍两种实用的评估方法,再深入讲解四种主流的设施布局类型,最后结合中国真实企业场景,呈现这些方法在实际中的运用方式。
选址决策的关键因素
选址不是找一块便宜的地,而是在成本、市场、人力、基础设施之间寻找平衡点。企业根据自身的业务性质,对各类因素的权重判断截然不同。
成本因素
土地成本、建设成本和运营成本构成了选址的基本财务框架。中国东部沿海地区的土地价格往往是中西部的数倍,这直接驱动了大量劳动密集型制造企业向内地迁移。以富士康为例,其在郑州、成都、武汉等地大规模扩张,核心逻辑之一正是土地与劳动力的综合成本远低于深圳。
运输成本同样不可忽视。原材料从供应商到工厂,成品从工厂到销售终端,运输距离越长,成本越高,响应速度越慢。对于重量大、价值低的产品(如水泥、钢材),工厂靠近原材料产地更为合理;对于轻量高价的电子产品,靠近航空枢纽或港口则优先级更高。
市场与客户接近度
零售、餐饮、物流等服务型企业,选址首要考量是客流量与覆盖范围。海底捞选择在核心商圈开店,而非工业区,正是因为服务业的收入直接依赖客户能否方便抵达。制造业同样需要考虑与核心客户的距离——供应链管理中的"准时制"(JIT)要求供应商在客户附近建立产能,减少运输周期。
人力资源
不同行业对劳动力的需求差异极大。芯片制造需要大量工程师和技师,首选人才密集的城市(北京、上海、合肥、西安);纺织服装业更依赖普通劳动力,在劳动力充裕的中西部省份建厂更具优势。劳动力的技能水平、稳定性、当地工资标准,都是选址的重要考量。
基础设施与政策环境
电力供应是否稳定、道路是否通畅、通信网络是否完善,直接决定企业能否正常运营。部分高耗能企业(如电解铝)倾向于选址在水电资源丰富的云南、四川,利用廉价清洁电力降低运营成本。政策层面,工业园区的税收优惠、土地补贴、审批便利也会影响选址决策,但这类政策往往会调整,不宜过度依赖。
选址决策的最大风险在于"只看当下,不看未来"。企业在评估时需考虑未来5至10年的业务规模扩展能力,以及所在地区的基础设施发展趋势,而不能仅凭当前地价便宜就做决定。
下表梳理了不同类型企业在选址时各因素的相对优先级:
选址评估方法:因素评分法与重心法
面对多个候选地点,管理者需要一套系统化的评估工具,而不是凭感觉比较。因素评分法和重心法是运营管理中最常用的两种定量评估手段。
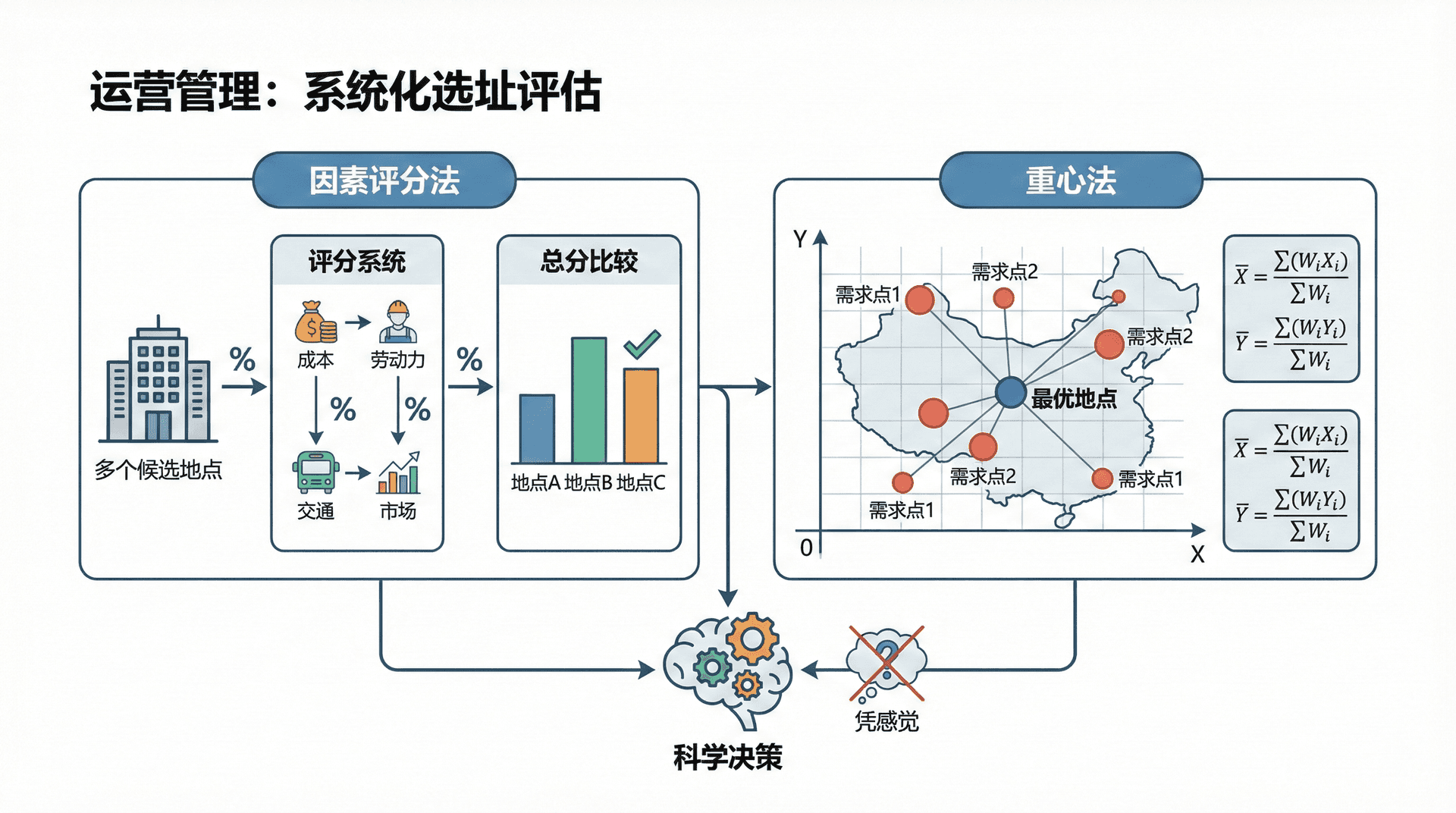
因素评分法
因素评分法的核心思路是:把影响选址的关键因素列出来,为每个因素赋予权重,再对各候选地点打分,最后加权汇总,得分最高者胜出。
计算步骤如下:
第一步,确定关键因素并赋予权重(权重之和为1)。第二步,对每个候选地点在各因素上打分(通常为1-10分)。第三步,将每个因素的权重乘以对应分数,求和得出总加权分。
以某电子制造企业在三个城市(郑州、重庆、合肥)中选址为例:
加权得分计算如下:
按照因素评分法,合肥以7.50分胜出,是该企业的最优选址。
因素评分法的关键不在于计算,而在于权重的设定。权重反映的是企业战略优先级——同一套候选城市,不同企业因战略不同,选出的最优地点可能完全不同。
重心法
当企业需要为多个客户点或供应商点建立一个配送/生产中心时,重心法通过数学计算找出运输成本最低的理想位置。
设各需求点的坐标为 ((x_i, y_i)),对应的货运量(或需求量)为 (W_i),则最优位置的坐标 ((x^, y^)) 由以下公式确定:
以某快消品企业为例,其在华东地区有四个主要销售城市,各城市的坐标(以某参考点为原点)和月均配送量如下:
代入公式:
坐标(7.22, 5.06)对应的地理位置大致在苏州或无锡附近,这正是许多华东区域配送中心的实际落点,与理论计算高度吻合。
四种基本布局类型
设施内部的空间安排方式称为布局(Layout)。布局决定了人员、物料、设备的流动路径,直接影响生产效率和运营成本。根据生产对象和流程特点,布局分为四种基本类型。
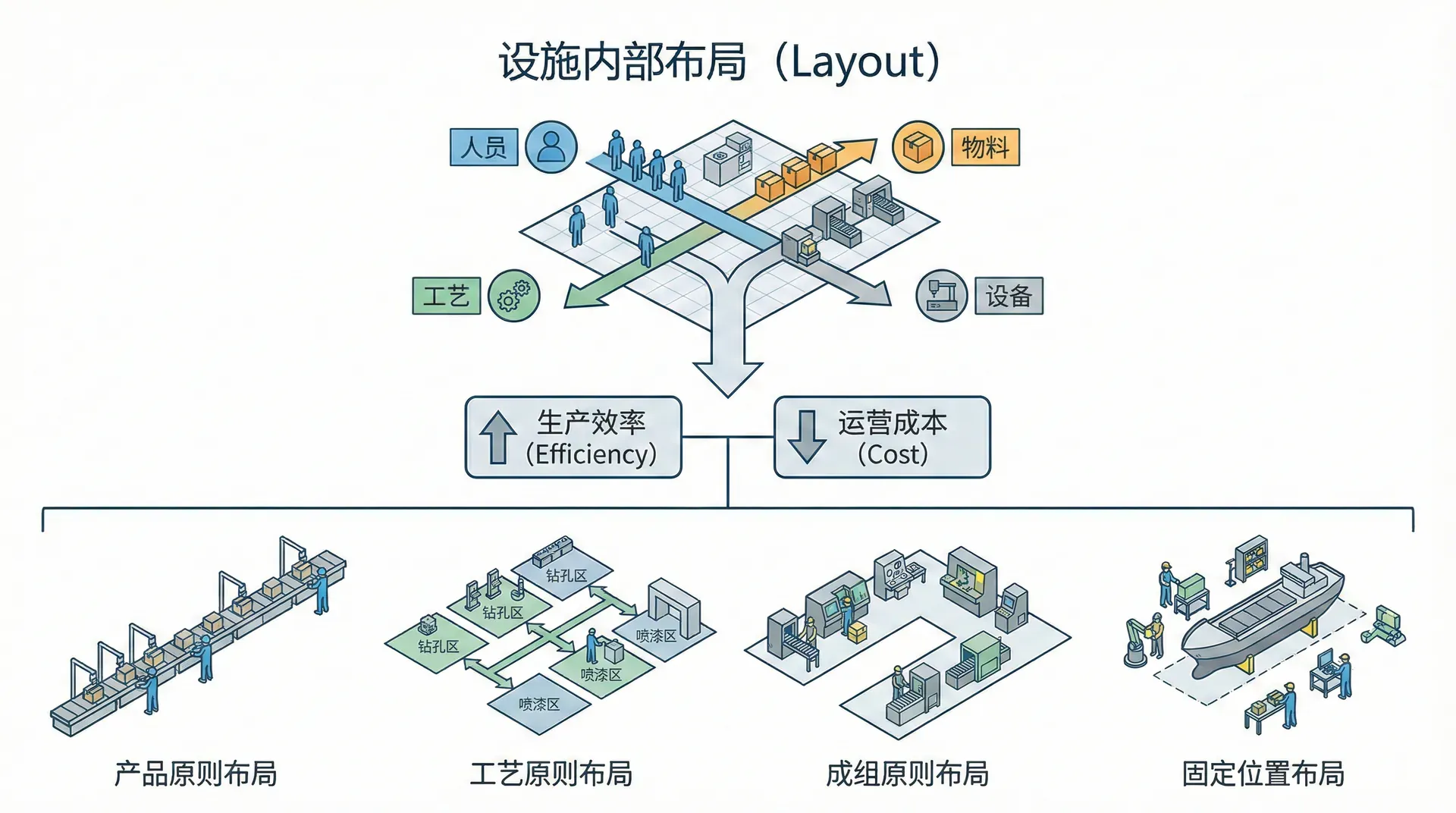
固定位置布局
固定位置布局是指产品(或项目)固定不动,人员、设备和物料围绕产品移动。这种布局适用于产品体积庞大、无法移动的场合。
造船厂是最典型的例子:一艘货轮重达数万吨,不可能在生产线上"流动",只能固定在船坞中,焊工、电工、管道工依次进场作业。同样,大型建筑工地的施工管理、飞机总装车间(如波音、空客),都采用固定位置布局。
这种布局的优点是适应大型定制化产品,缺点是设备重复移动带来的时间和成本浪费,以及工地现场管理的复杂性。
工艺型布局
工艺型布局按照功能或工艺类型组织设备,相同类型的机器放在同一区域,不同产品根据自身的加工需求,选择不同的路径穿越各区域。
医院的布局是生活中最常见的工艺型布局:挂号处、内科、外科、检验科、药房各自成区,病人根据自己的情况选择不同的就诊路径。机械加工车间也是典型案例:车床区、铣床区、磨床区、钻床区分区布置,不同工件根据加工工序在各区间流转。
产品型布局
产品型布局也称流水线布局,设备和工作站按照产品的加工顺序依次排列,产品沿固定路径从头到尾完成所有工序。汽车总装线是最典型的产品型布局:车身依次经过冲压、焊装、涂装、总装四大工序,每道工序在固定工位完成,产品单向流动。
这种布局的核心优势是效率高、单位成本低,适合大批量、标准化产品的生产。其代价是灵活性极低——一旦产品变更,整条生产线可能都需要重新设计。
单元型布局
单元型布局(Cellular Layout)是对工艺型和产品型的结合与折中。它将设备按照产品族(Product Family)重新组合成一个个独立的"制造单元",每个单元内部按产品流程排列,能够独立完成一类产品的全部或大部分工序。
这种布局在中国制造业中应用日益广泛。以某手机配件工厂为例,原来将冲压机、数控机床、抛光机分散在各自工艺区,物料搬运路径长、等待时间多。改造后,工厂将生产同一系列零件所需的全套设备组成若干单元,每个单元负责从毛坯到成品的完整加工,搬运距离缩短60%,生产周期缩短近一半。
单元型布局的本质是"缩小版的产品型布局",它在保留一定灵活性的同时,获得了接近流水线的效率。这种思路与精益生产的理念高度契合。
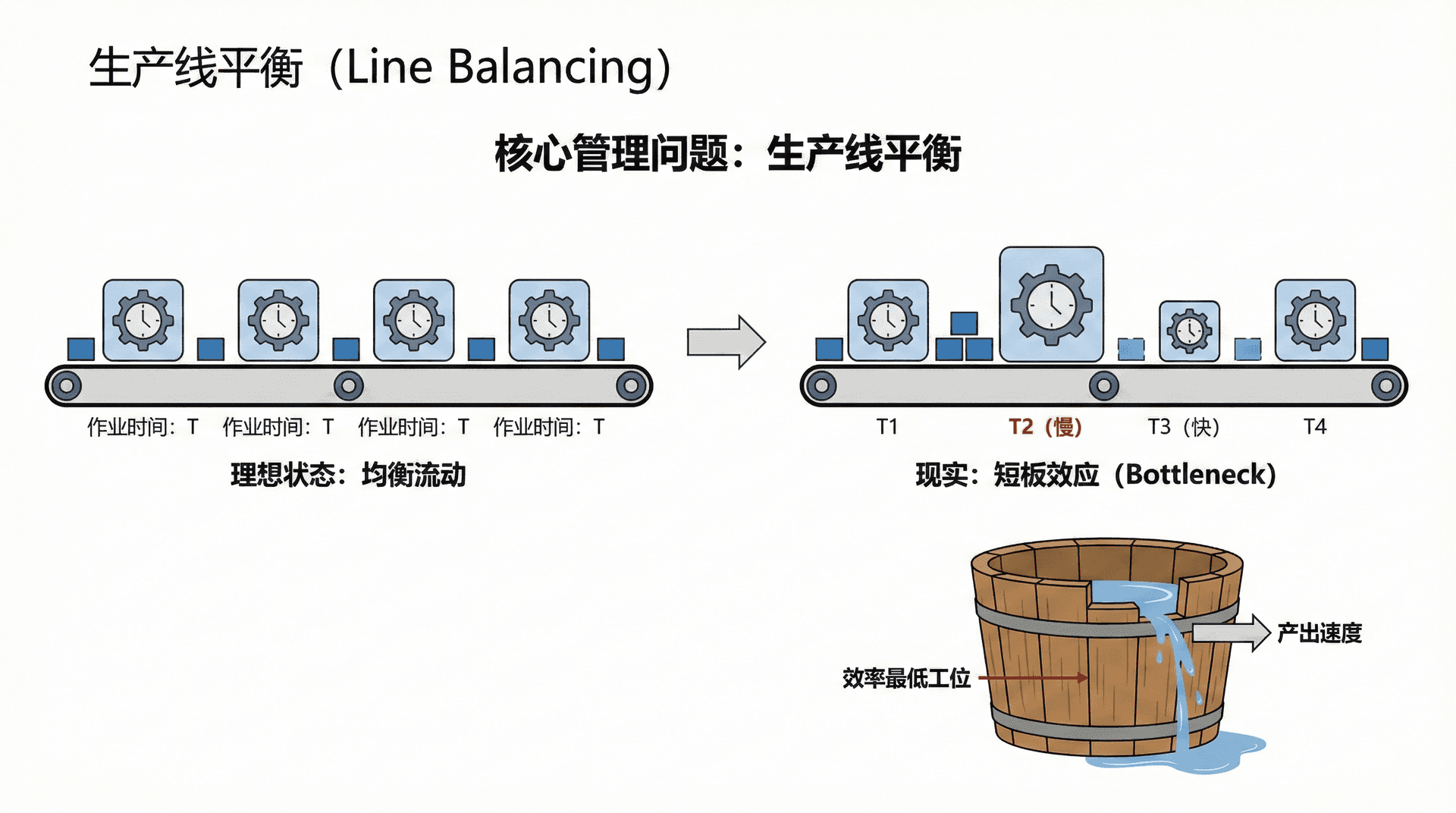
生产线平衡:任务分配与效率提升
产品型布局的核心管理问题是生产线平衡(Line Balancing)。当一条生产线由多个工作站依次组成,理想状态是每个工作站的作业时间相等,没有哪个工位在等待,也没有哪个工位严重积压。现实中,各工位的作业时间往往不同,形成"短板效应",效率最低的工位决定了整条生产线的产出速度。
节拍时间
节拍时间(Cycle Time,)是指生产线每生产一件产品所允许的最长时间,由生产需求决定:
某工厂每日工作8小时(480分钟),需要生产240件产品,则节拍时间为:
这意味着生产线每隔2分钟必须完成一件产品,任何工作站的作业时间都不能超过2分钟。
最少工作站数量
在满足节拍时间的前提下,理论上所需的最少工作站数量为:
其中 是所有任务时间之和, 表示向上取整。
以一条简单的组装生产线为例,共有6项任务:
所有任务时间之和: 分钟
节拍时间 分钟,则:
生产线效率
实际分配工作站后,生产线效率的计算公式为:
若上例实际分配了3个工作站,则效率为:
这说明生产线存在较大的空闲时间,需要通过合并任务、重新分配工位来提高效率。生产线平衡的目标,就是在满足任务顺序约束的前提下,让每个工作站的负荷尽量接近节拍时间,将整体效率推向100%。
仓库与零售门店的布局设计
布局问题不仅存在于制造车间,仓库和零售门店同样有其布局逻辑,只是评判效率的维度不同。
仓库布局的核心原则
仓库布局的首要目标是降低物料搬运成本、提高拣货效率。主要原则如下:
按周转率排列货位:周转率高的货品(即频繁出入库的货品)应放置在最靠近出货区的位置,减少搬运距离。京东物流的仓库中,爆款商品被放置在距离打包区最近的货架,而滞销品则放在较远的角落。
通道规划:仓库内主通道宽度要能满足叉车双向通行,辅助通道允许单向通行,尽量避免通道死角和交叉干扰。
存储分区:根据货品的体积、重量、温度要求分区存放。生鲜食品需要冷链区,大件货品需要地面堆垛区,小件高价值商品需要货架存放并配合安全管控。
零售门店的布局策略
零售门店的布局目标与仓库截然不同:仓库追求效率,门店追求销售额最大化。门店布局要引导顾客停留更长时间,接触更多商品,提高购买概率。
强迫路线设计:宜家(IKEA)是这一策略的极致代表。宜家门店采用单向固定路线,顾客从入口到出口必须走完所有展区,几乎无法"走捷径"。这一设计使顾客的平均停留时间和客单价都显著高于普通家居卖场。
黄金陈列区:超市中,货架中间高度(视线平行位置)是最容易引起顾客注意的区域,被称为"黄金陈列区",通常摆放利润率最高或需要重点推广的产品。膝盖以下或手臂以上的位置则是"冷区",多用于陈列大包装、低利润的基础商品。
收银台区域:收银台附近摆放的是冲动消费品(口香糖、零食、小礼品),这是经过数十年零售经验验证的布局策略,顾客在排队等候时更容易产生计划外购买行为。
案例:制造工厂与连锁超市的选址逻辑
比亚迪工厂的选址扩张
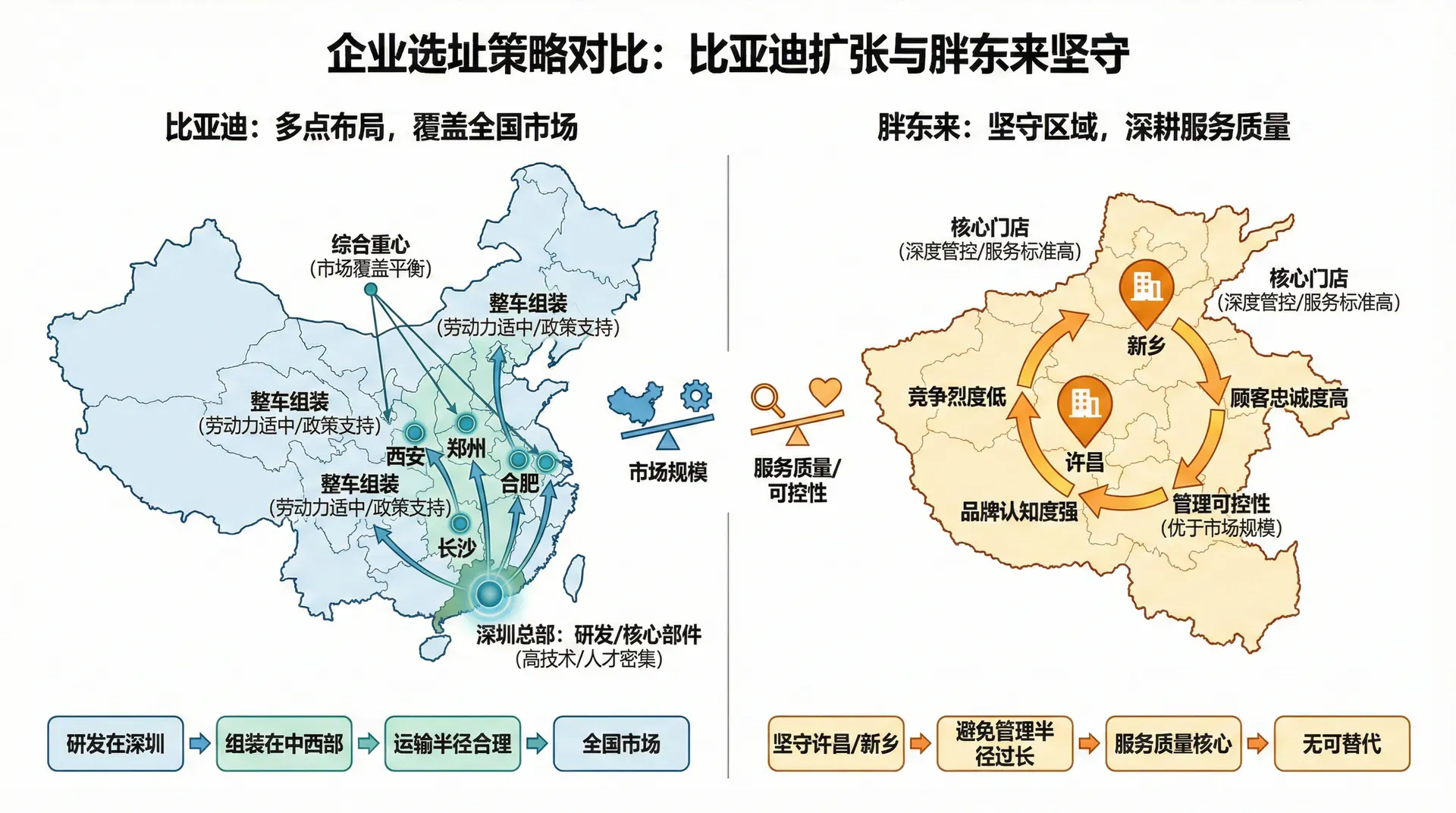
比亚迪作为中国最大的新能源汽车制造商,其工厂选址清晰地体现了制造业的选址逻辑。深圳本部的龙华基地负责研发和核心零部件生产,而整车组装工厂则分布在西安、长沙、郑州、合肥等城市。
这一布局的背后逻辑是:将高技术含量的环节留在研发人才密集的深圳,将劳动密集型的整车组装布局在劳动力成本适中、靠近北方和中部市场的城市,同时这些城市也是当地政府积极招商的产业重点区域,配套政策完善。
从重心法的角度看,比亚迪的多个整车工厂分布在中国中部偏北,其综合重心恰好覆盖中国最主要的新能源汽车消费市场,运输半径与市场覆盖达到合理平衡。
胖东来的选址坚守
与大多数零售企业追求全国扩张不同,胖东来超市始终坚守在河南省许昌和新乡两座城市。这一"反常识"的选址策略,恰恰是其成功的根基之一。
选址高度集中使胖东来能够深度管控门店运营质量,避免管理半径过长导致的服务标准下滑。同时,许昌和新乡属于三四线城市,竞争烈度远低于郑州、武汉等省会城市,胖东来在当地形成了无可替代的品牌认知度和顾客忠诚度。
这一案例说明,选址决策不能脱离企业的整体战略。对于以服务质量为核心竞争力的企业,市场密度和管理可控性有时比市场规模更重要。
选址和布局都是"一次决策、长期承担后果"的战略性问题。选址分析工具(因素评分法、重心法)提供的是决策框架,真正的判断力来自对行业规律和企业战略的深刻理解。