生物转化与酶技术
生物转化与酶技术是现代生物技术与工业生产融合的重要方向之一。通过利用生物体自身或其产生的酶,我们可以实现对天然物质的高效转化,获得高附加值的目标产物。与传统化学方法相比,生物转化不仅具有专一性高、副产物少、能耗低等显著优点,还能在温和的条件下完成复杂的化学反应,大大减少了对环境的负面影响,符合可持续发展的趋势。
酶技术作为生物转化的核心工具,推动了诸多产业的技术革新。酶不仅广泛应用于食品、酿造、医药、环保、能源等领域,还在精细化工和新材料合成方面展现出巨大潜力。随着分子生物学、蛋白工程和合成生物学的进步,人类能够对天然酶进行结构优化和功能改造,开发出更高效、更稳定、适应性更强的工业酶种。这些创新为生物转化过程提供了坚实的技术保障,使其在绿色制造和循环经济中扮演着不可替代的“催化剂”角色。
中国作为发酵食品和现代生物制造大国,充分利用丰富的微生物资源和深厚的发酵工艺积淀,已经在氨基酸、有机酸、抗生素、维生素等生产领域实现了大规模产业化。酶催化也正从传统食品加工拓展到纺织、造纸、生物能源、废水处理等环保和新兴产业。生物转化与酶技术的发展,不仅推动了传统行业向高值化、绿色化转型,也为创新型产业和未来健康生活提供了技术动力和广阔空间。
生物转化的基础概念
生物转化是生命体系中一种至关重要的化学变化。通俗来讲,它类似于日常豆腐的点制、酱油的酿造、酸奶的发酵等传统食品的转化过程。在这些过程中,各类微生物通过分泌和利用酶类,将天然原料(如大豆、牛奶、谷物等)转变为风味独特、营养丰富的产品。生物转化不仅仅意味着物质结构的变化,更伴随着营养成分、口感以及功能性的提升。
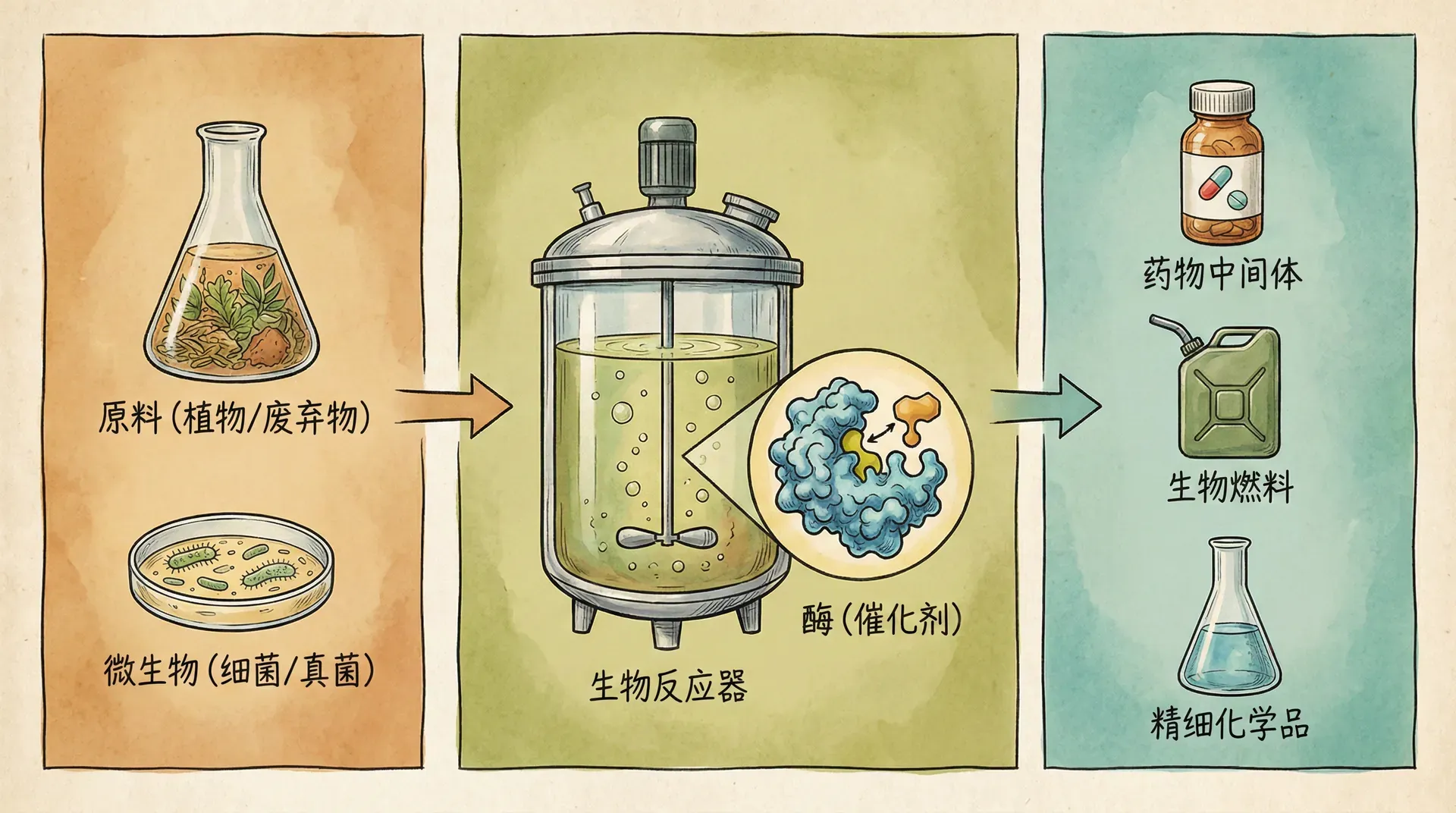
生物转化是指利用活细胞或其产生的酶,将一种化合物高效、专一地转化为另一种目标产物的生物化学过程。这一过程广泛存在于我们的日常生活和现代工业生产中,是将自然界“智慧”应用于实际生活的一个重要例证。
比如说,我们每天常见的酸奶,就是生物转化的生动体现。牛奶中的乳酸菌(如嗜酸乳杆菌、保加利亚乳杆菌)会分泌乳糖酶,将乳糖水解为葡萄糖和半乳糖,随后通过乳酸发酵产酸,最终让牛奶凝固,形成具有独特酸香味和口感的酸奶。这一过程中,不仅原料发生了物质变化,其营养成分也因此更易被人体吸收。此外,酱油、豆豉、泡菜等多种中国传统食品,背后都隐藏着复杂且巧妙的生物转化机制。
在现代工业领域,生物转化的应用范围极广。例如,利用微生物细胞或酶将廉价的原料(如淀粉、糖类、油脂等)转化为高附加值的药物、氨基酸、有机酸、维生素和其他精细化工产品。与传统的化学合成相比,生物转化具有反应条件温和、专一性高、环境友好等优势,更加符合绿色制造的趋势。
生物转化的基本原理
生物转化过程中,每一步化学反应都需要特定酶的参与,酶在其中扮演着“催化剂”甚至“指挥家”的角色。每种酶都高度专一于某种反应,可以显著加快反应速度,降低能量消耗,使复杂反应在常温常压下顺利进行。酶就像是生物体内的“化学工人”,在特定的条件下有序地工作。
例如,在中国传统发酵工艺中,枯草芽孢杆菌能够分泌蛋白酶,将大豆中的高分子蛋白质逐步分解为小分子氨基酸和肽,这些成分在风味形成和营养价值方面有重要作用。不仅如此,米曲霉还能分泌淀粉酶,将淀粉分解为糖,为微生物的进一步代谢和风味物质合成提供能量来源。这种多酶协同作用,是传统发酵产品品质独特和稳定的基础。
生物转化的过程设计通常包括原料选择、微生物或酶种的筛选、反应条件的优化与规模化生产等环节。借助基因工程、定向进化等现代生物技术,我们还可以改造酶分子,提高其稳定性和催化效率,扩大其工业应用范围。
不同细胞类型在转化中的应用
生物转化技术的实现载体丰富多样,主要包括微生物、植物细胞和动物细胞三大类。它们各自具有不同的生理特性和工业应用方向,成为现代生物制品和医疗健康产业发展的重要基础。
例如,中国传统酱油酿造主要依赖微生物细胞(如米曲霉、酵母等),这些微生物在发酵过程中协同作业,极大提升了风味和品质。而高端药物(如重组蛋白、抗体药物)则需依赖哺乳动物细胞的精确修饰能力。此外,植物细胞工程近年来也快速发展,可以高效生产人参皂苷、茶多酚等保健成分,推动传统民族植物资源的深度开发利用。
随着工业生物技术和细胞工程的发展,未来不同类型细胞在生物转化中的边界将更加模糊,并且可能通过联合应用,进一步提高转化效率和产物质量,为食品、医药、环保等行业带来更多创新解决方案。
酶的分类与工业特点
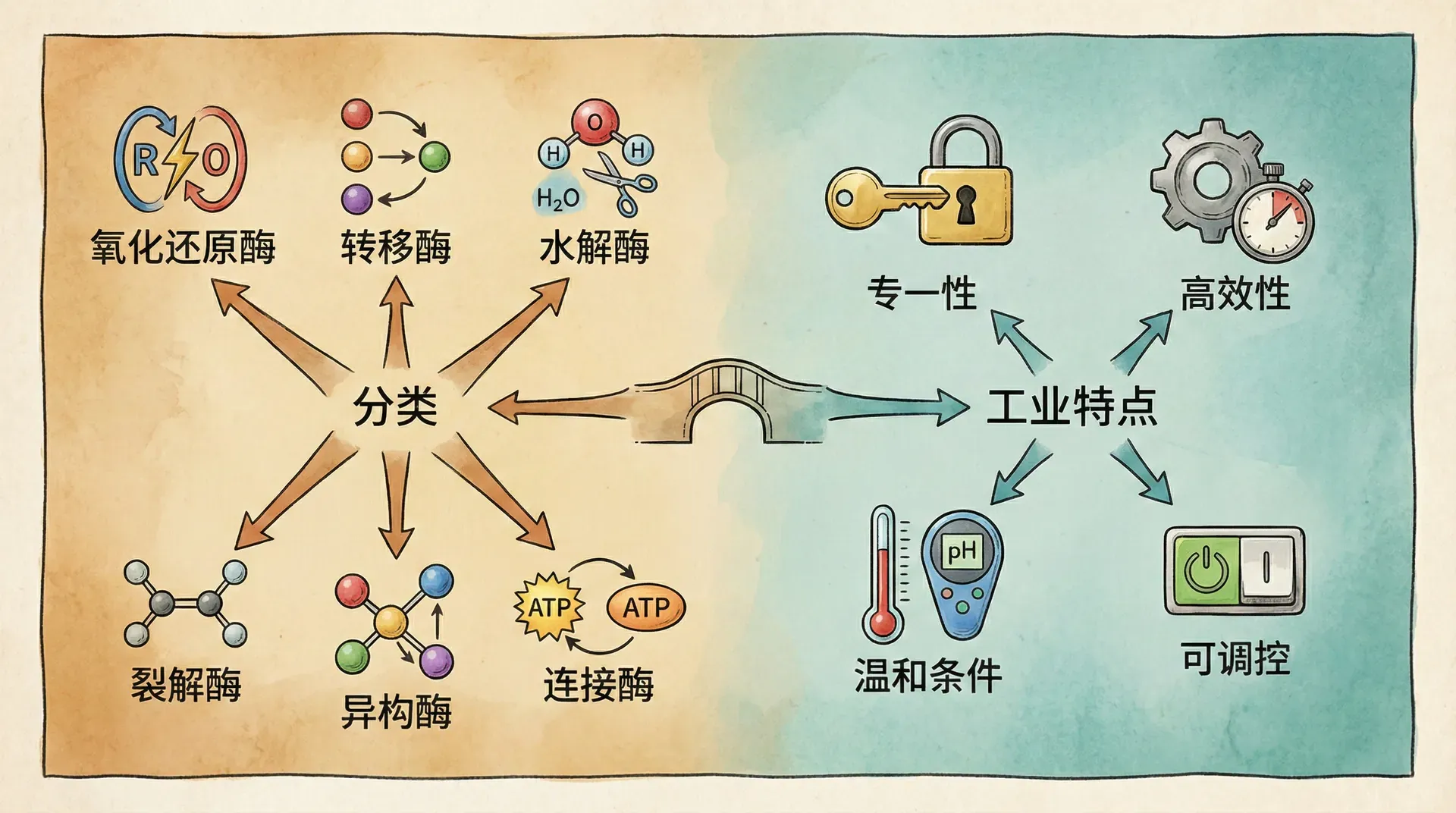
酶是促进生物反应发生的生物催化剂,根据其催化的化学反应类型,国际酶学委员会(EC)将酶分为六大类。每类酶在分子结构、作用机理及产业应用上各具特色,是各行各业实现绿色制造和高效转化不可或缺的“利器”。
六大酶类对比与详解
六大酶类举例说明
- 氧化还原酶:调控电子的转移(如脱氢、加氧),广泛应用于生物传感器(如血糖仪)、生物能源及制药。工业上因辅因子价格较高、反应条件要求苛刻,普及程度有限。
- 转移酶:如转氨酶、甲基转移酶,催化基团(如氨基、甲基等)的转移,在合成特殊氨基酸、高值药物前体中应用突出。部分工业反应依赖高效能ATP供应。
- 水解酶:工业用量最大,包括蛋白酶、淀粉酶、脂肪酶等。它们能催化大分子物质的断裂,无需辅助因子,反应条件温和,市场极为广阔。广泛用于洗涤剂、食品、纺织等行业。
- 裂解酶:促使底物无水条件下断裂(如脱羧、脱氨、脱羟),如水果工业常用的果胶酶,能提高果汁出汁率,促进澄清。
- 异构酶:可将物质分子结构重新排列,在糖类工业如高果糖浆生产、维生素合成中非常关键。例如,葡萄糖异构酶能把葡萄糖转变为更甜的果糖。
- 连接酶:催化两个大分子间C–O、C–N等键的形成,常见于核酸、蛋白重组等科研或医药领域。
水解酶和异构酶由于无需昂贵的辅助因子,反应条件温和、催化效率高且生产成本低,是工业规模应用的首选。蛋白酶、淀粉酶等已是家家户户离不开的“隐形助手”。
六类酶学与产业案例拓展
- 我国年消耗的洗衣粉、洗洁精中,超过九成含有各类水解酶制剂。
- 葡萄糖异构酶的引入使高果糖浆饮料(如可口可乐)大幅降低了糖料成本。
- DNA连接酶(如T4 DNA ligase)是基因工程实验室的核心试剂,在疫苗、抗体药物研发中不可替代。
酶在不同行业的应用比例
我国酶制剂产业链覆盖食品加工、日化洗涤、纺织印染、造纸、饲料、医药等众多领域,各行业对不同类型酶的需求体量、品类差异显著。
在食品工业中,酶的应用十分广泛,例如用于鲜啤酒的澄清、果汁的提取以及乳制品中乳糖的降解处理,有效提升了产品品质和加工效率。洗涤剂行业近年来持续升级创新,市场上的主流品牌普遍采用多种酶复配技术以提高洗涤和去污效果。
纺织行业则通过纤维素酶和淀粉酶对布料进行精练和柔顺整理,实现绿色环保与产品附加值的双重提升。在医药领域,部分特种酶,如溶菌酶和肝素酶,则被用于疾病治疗或药物的生产,体现了酶技术的多元化应用前景。
酶在日常生活中的应用
日常生活中,酶无处不在,为我们的健康、饮食、卫生保驾护航。
洗涤剂中的酶技术
现代洗衣粉和洗洁精里,蛋白酶、淀粉酶、脂肪酶等多种酶共同作用,显著提升了除污能力和绿色环保特性。以立白、奥妙等国产品牌为例,近年来流行的“深层洁净”、“低温洗涤”等卖点,很大程度上来自酶制剂的创新和升级。
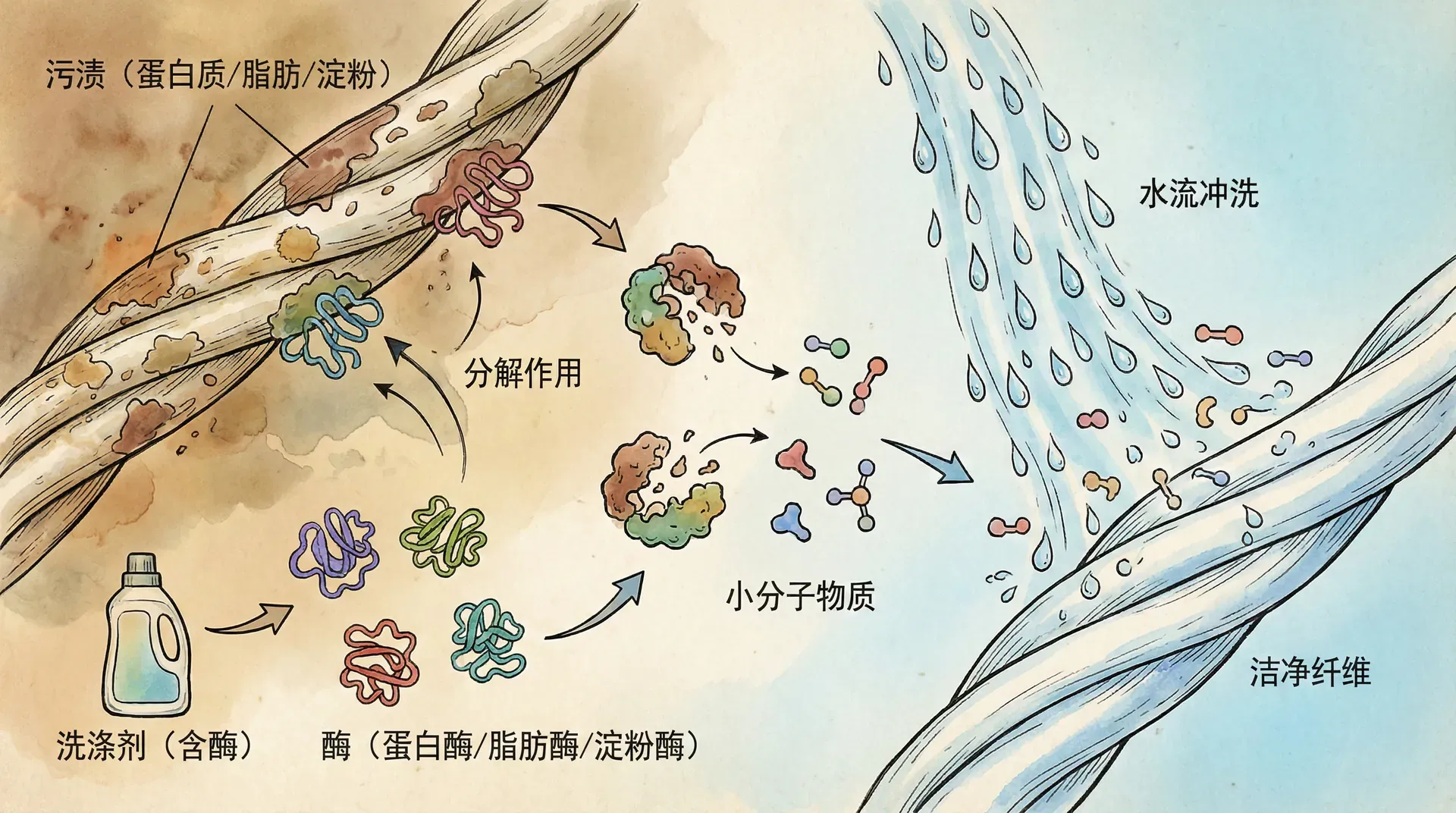
蛋白酶的作用:能够有效分解血渍、汗渍、奶渍等蛋白质类难洗污渍。传统洗衣手段下,遇到顽固蛋白质污点常常无法彻底清除,而蛋白酶能高效水解污渍分子,将其彻底溶解,有效保护纤维质地,无需高温。
淀粉酶的功能:专门对付米面食品、婴幼儿辅食等残留在衣物上的淀粉斑块。淀粉酶能将大分子淀粉水解为短链糖类分子,使污渍易于脱落。比如饭粒、粉条汤浸渍的餐巾,经酶处理后洁净如新。
脂肪酶的效果:主要针对油渍、厨房污渍,如炒菜溅出的食用油、领口袖口油脂。脂肪酶能将三酯类脂肪断裂为可溶性甘油和脂肪酸,大幅提升去油能力,深受家庭主妇和餐饮业青睐。
除了提升洗涤效果,酶的低毒性、可降解性,也为环保减排作出贡献。更有专门应用于婴幼儿衣物和敏感肤质人群的“无磷酶洗衣粉”上市。
温度对酶活性的影响
酶的活性受温度高度影响。不同来源的酶适温差异显著。胃蛋白酶适应人体37°C环境,在温度过低时反应迟缓,温度过高蛋白结构变性致活性降低。胰蛋白酶的最适温度略高,应用于肉制品软化、工业水解等领域时,高温也可适当提升效率。
温度过高会使绝大多数酶失活(变性),过冷则反应速率极低。工业上通常通过选育耐高温酶株、发酵优化平台,提高生产的稳定性与效率。
pH值对酶活性的影响
酶活性对pH值同样敏感,不同酶有自己最适的“酸碱平衡点”。胃蛋白酶只在胃液强酸环境(pH1.5-2.5)下才能高效地分解蛋白质,而胰蛋白酶的最适pH在碱性肠液(pH8-9),两者在人体内错峰协作,非常精妙。
在工业生产时,控制反应体系的pH值与温度,是获得高效催化和优质产品的关键。例如部分工业蛋白酶需在碱性环境下操作,而果胶酶在弱酸性果浆中最活跃。
食品加工中的酶应用
酶是现代食品工业的重要工具,从面包、牛奶到果汁、肉制品,提升口感和营养、优化工艺都离不开酶的参与。
烘焙行业
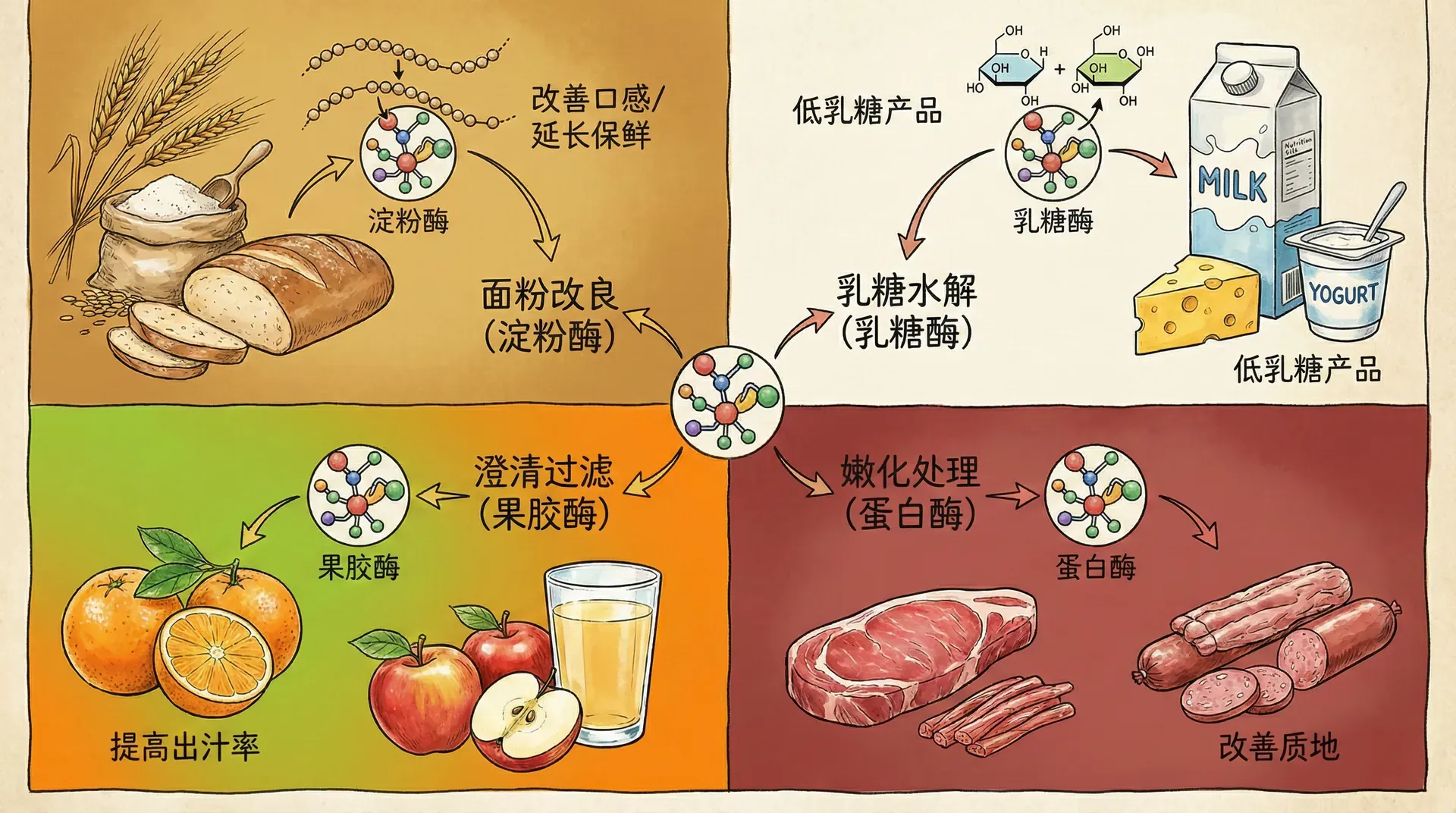
面包、蛋糕、馒头等主食制作离不开酶的帮助。面团发酵过程中,α-淀粉酶将面粉中部分淀粉水解为麦芽糖,为酵母菌提供营养,促进发酵、气孔形成,使成品更松软、膨松。部分高筋面包还添加蛋白酶改善面筋结构,使面包弹性与嚼劲兼具。桃李、宾堡、达利园等品牌都积极采用复合酶技术“升级”烘焙品质。
乳制品工业
凝乳酶在奶酪制作中的应用:奶酪生产的核心在于使牛奶充分凝结为凝乳。早期依赖小牛胃中提取的凝乳酶,现代工业多使用微生物(如根霉、毛霉)来源的凝乳酶,效率高、可控性强、人畜安全。伊利、蒙牛等国产奶酪产品已实现全流程酶替代。
乳糖酶的重要作用:中国成人群乳糖不耐受率高达70%。通过外加乳糖酶,提前将牛奶中的乳糖水解为易被吸收的单糖,促生了大批“舒化奶”新品类(如光明、君乐宝),使原本不喝奶、不易消化的人群也能享受牛奶的营养。
果汁加工
果胶酶在果汁生产中地位显著。水果打浆后含大量果胶,高粘度影响过滤及澄清。果胶酶能降解果胶,让果汁流动性增强、杂质易于去除,出汁率可提升10-15%。汇源、农夫山泉等厂商通过多级酶处理工艺,获得澄清度高、营养损耗少的优质果汁。
使用果胶酶处理的苹果汁,不仅出汁率明显提高,还能最大限度保留维生素、多酚等营养物质,提高风味和产品竞争力。部分精品果汁工厂还针对不同水果搭配专用酶系。
肉类加工
现代肉制品加工普遍采用酶制剂进行“嫩化”。嫩肉粉中的蛋白酶如木瓜蛋白酶、菠萝蛋白酶,可选择性分解肉中的胶原蛋白与部分肌纤维,提高肉类的嫩度和多汁性。牛排、火腿、香肠等高档肉制品的细腻口感背后有这些酶的辛勤“工作”。像双汇、金锣等肉企均设有专门酶工程研发小组,不断创新产品线。
近年来,“清洁标签”食品潮流兴起,企业更倾向于用酶改善工艺和口感,取代部分化学添加剂,使产品更加天然健康、满足消费者高端需求。
甜味剂制造
葡萄糖异构酶制备果糖浆
果糖(Fructose)因其甜度高、热量低,被誉为新一代健康甜味剂。与蔗糖相比,果糖甜度约为蔗糖的1.3倍,并且血糖生成指数(GI)较低,更适合需要控糖或关注健康饮食的人群。因此,果糖在饮料、烘焙、乳制品等多种食品中的应用越来越广泛。
目前,工业生产高果糖浆的主流工艺是利用葡萄糖异构酶(Glucose Isomerase,GI)。这一过程以玉米淀粉为原料,先通过淀粉酶水解,获得葡萄糖溶液。随后,在60°C、pH 7-8的温和条件下,葡萄糖异构酶催化葡萄糖分子结构发生可逆转变,使直链D-葡萄糖部分等量地转化为D-果糖。一般可通过一次异构转化获得42%果糖的异构糖浆(高果糖浆F42),经离子交换与高效分离技术还可制备F55、甚至更高纯度的果糖浆。
该高果糖浆工艺广泛应用于碳酸饮料、果汁饮品(如可口可乐、百事可乐等)以及糖果、焙烤制品等的生产环节。国内如中粮、福临门、梅花集团等大型企业均建有成熟的高果糖浆生产线,实现了量产与质量的可控。此外,葡萄糖异构酶技术还在不断升级,例如定向进化得到的耐高温、高比活力的酶株,以及连续化固定化反应器的推广,大大提高了生产效率、降低了成本与能耗。
葡萄糖异构酶的广泛应用还带动了非玉米类原料的多样开发,如木薯、甘薯等,提高了我国农产品附加值,并推动了生物基绿色制造技术的进步。
随着消费者健康意识提升,低糖甚至零蔗糖食品需求大增。近年来基于酶法催化的阿洛酮糖(Allulose)、赤藓糖醇等新型低热量甜味剂的研发也日益活跃,丰富了甜味剂工业的产品结构和技术储备。酶催化因具有底物专一性强、反应条件温和、环境友好等优点,成为高品质甜味剂开发的主流方向。
中国酶制剂产业发展趋势
中国酶制剂产业近年来实现了跨越式发展。随着绿色制造理念的普及和环保政策驱动,酶制剂需求量大幅提升,广泛应用于食品、造纸、洗涤、纺织、饲料、生物能源等领域。产业链涵盖了从上游微生物选育与酶基因工程、到中游纯化工艺创新、再到下游产品定制开发。许多中国自主品牌在全球市场崭露头角,核心酶种的发明专利数量持续增长。
过去十年间,中国酶制剂市场年复合增长率超过8%,逐步由“量的扩张”转向“质的提升”。高端专用酶、新一代绿色洗涤酶、食品与医药用酶等的自主创新能力显著增强。生物催化、合成生物学等前沿交叉技术加速成果转化。同时,酶制剂行业也在积极应对环保与绿色生产要求,从酶生产过程的节能减排,到“酶法替代”化学法降低三废排放,推动传统产业升级。
中国酶制剂产业主要应用与发展动态一览:
我国部分大型上市酶企,如安琪酵母、天恩生物等,在食品与饲料酶、纺织生物精炼等板块形成了全球竞争优势。与此同时,酶产业的智能制造、全过程数字质量控制也正在加快落地。
传统发酵工艺的现代解读
中国拥有悠久的发酵历史,许多传统工艺在现代科学的解释下,展现出了深厚的生物化学原理和技术价值。
酱油酿造工艺
传统酱油的制作过程实际上是多种酶协同作用的复杂生物转化过程:
近年来,现代生物技术被引入传统酱油酿造。例如,通过高通量筛选获得高产酶微生物种株,应用自动化控温控湿、分阶段通气等工艺,使产品风味更稳定、卫生标准更高。同时,现代风味酱油、减盐健康酱油等新品类也逐渐形成,成为中国特色调味品工业的重要支撑。
黄酒酿造
绍兴黄酒及各地黄酒的酿造同样离不开多种酶的共同参与。糖化酶将糯米中的淀粉转化为可发酵糖,酒精酶则将这些糖进一步转为酒精。不同的风味酶还能促进有机酸、酯类等芳香物质的形成,造就黄酒特有的口感和香气。现代生产中,已广泛采用高活性糖化曲、纯种酵母及自动发酵罐,实现稳定批量生产和品质提升。
传统发酵工艺虽然历史悠久,但现代食品安全标准要求我们在保持传统风味的同时,必须严格控制有害微生物的生长,确保产品安全。
现代科技的融合,使传统发酵工业焕发新生机,例如分子生物学解析发酵菌群结构、采用精准酶补充方案,实现减盐、减糖、增加营养等产品开发目标。这不仅增强了民族食品的竞争力,也推动了中国生物技术与食品工业的深度结合。
总结
随着生物技术的不断发展,酶在工业中的应用前景十分广阔。基因工程技术使我们能够设计出性能更优越的酶,定向进化技术让酶能够适应更多样化的工业环境。
未来,我们可以期待看到更多高效、环保的酶制剂应用于各个领域。譬如酶法绿色造纸、纺织生物精炼、废水处理中的污染物分解、医药中高精度的药物中间体合成等,都在加速推进中。合成生物学和人工智能辅助酶设计正在引领全行业的创新趋势。
从传统的豆腐坊到现代化的生物制药厂,酶技术正悄然影响着我们的生活。利用先进的生物催化,将复杂的化学过程变得更绿色、更高效,助力实现人类社会的可持续发展。
中国在高端酶制剂、特异功能酶、新型食品与健康成分的生物转化等方面已处于国际并跑甚至领跑行列。可以预见,随着技术进步和产业协同,酶技术将在食品、医药、化工乃至环境治理等众多领域持续创新,构筑未来“绿色产业”的坚实基石。