生物技术产业
生物技术正逐步改变我们的生活方式。如今,从可降解包装、健康食品、到绿色清洁用品,许多日常用品背后都离不开发酵、酶催化等生物技术。通过利用微生物、酶等绿色工艺,中国企业将玉米秸秆、糖类、木薯、农残等原料转化为生物燃料、生物基材料、食品添加剂和医药成分等,这不仅减少了对石油的依赖,还有助于环境保护和资源高效利用。
伴随“碳中和”“双碳”目标推动,生物经济成为国家重点支持产业。中国已形成涵盖原料供应、发酵生产、终端应用的较为完善的生物产业链,不仅在柠檬酸、氨基酸等传统领域产量居世界前列,在生物塑料、高端酶制剂、功能性脂肪酸等新兴方向也快速发展。各地产业集群不断壮大,科研院所推动合成生物学、基因工程等突破,加速了新技术产业化。未来,随着政策、技术和市场的共同推动,生物技术将在绿色能源、材料、健康、环保等领域持续释放潜力,助力经济可持续发展。
生物燃料与能源化学品
生物乙醇
生物乙醇是最成功的生物燃料之一,它可以直接加入汽油中使用,减少化石燃料的消耗和温室气体排放。在中国,生物乙醇产业经历了从起步到规模化发展的历程。
中国是世界第三大燃料乙醇生产国,年产量超过300万吨,主要以玉米和木薯为原料。生物乙醇生产主要集中在几个重点地区,黑龙江、吉林、辽宁等东北地区利用当地丰富的玉米资源,建设了多个大型乙醇工厂。中粮生化能源(肇东)有限公司是其中的代表,年产能达到30万吨。而在南方,广西、海南等地则利用木薯和甘蔗发展乙醇产业。
生物乙醇的生产过程相对简单:首先将玉米等原料进行粉碎和糖化处理,将淀粉转化为可发酵的糖类;然后加入酵母进行发酵,糖类被转化为乙醇和二氧化碳;最后通过蒸馏提纯得到高纯度的乙醇。整个过程就像制作酒类,只是工业规模更大,纯度要求更高。
中国政府积极推广燃料乙醇的使用。2017年,国家发展改革委等15个部门联合印发了《关于扩大生物燃料乙醇生产和推广使用车用乙醇汽油的实施方案》,计划到2025年在全国范围内推广使用E10乙醇汽油(含10%乙醇的汽油)。
生物丁醇
与乙醇相比,丁醇具有更高的能量密度和更好的发动机适应性,被认为是下一代生物燃料的重要候选。中国科学院微生物研究所在生物丁醇技术方面取得了重要突破,开发出了高效的梭菌发酵工艺。
丁醇的生产过程更加复杂,需要使用特殊的厌氧细菌——梭菌。这些细菌在无氧环境下能够将糖类同时转化为丁醇、丙酮和乙醇,这个过程被称为ABE发酵(丙酮-丁醇-乙醇发酵)。
高级生物醇类的发展前景
除了乙醇和丁醇,科研人员还在开发其他高级醇类燃料。中科院青岛生物能源与过程研究所开发的异丁醇生产技术,通过基因工程改造的酵母,可以直接从玉米秸秆等废弃物中生产异丁醇,既解决了原料问题,又提高了燃料性能。
食品与日用化学品
醋酸发酵
醋酸(乙酸)的生产展现了传统发酵工艺与现代生物技术的完美结合。中国是世界上最大的食醋生产和消费国,年产量超过400万吨,其中相当一部分采用生物发酵法生产。
镇江香醋、山西老陈醋、保宁醋等传统名醋,都是通过醋酸菌发酵制成的。现代工业化生产中,恒顺醋业、紫林醋业等企业将传统工艺与现代技术相结合,既保持了醋的独特风味,又提高了生产效率。
醋酸发酵是一个两步过程:首先酵母菌将糖类发酵成乙醇,然后醋酸菌在有氧条件下将乙醇氧化成醋酸。这个过程需要精确控制温度、湿度和氧气供应,就像酿酒师需要精心照料自己的酒窖一样。
柠檬酸工业
中国是全球最大的柠檬酸生产国,产量占世界总产量的70%以上。山东、江苏、安徽等地聚集了众多柠檬酸生产企业,如中粮生化、丰原生化、COFCO等。
柠檬酸的生产使用黑曲霉这种真菌,它能够将玉米淀粉或甘蔗糖分解转化为柠檬酸。整个过程在大型发酵罐中进行,发酵周期通常为7-10天。发酵完成后,通过过滤、浓缩、结晶等步骤获得纯净的柠檬酸产品。
中国柠檬酸年产量超过200万吨,不仅满足国内需求,还大量出口到欧美、东南亚等地区
柠檬酸广泛应用于食品、饮料、医药、化工等领域。在食品工业中,它是重要的酸味剂和防腐剂;在洗涤剂中,它是优秀的螯合剂,能够软化硬水;在医药领域,它用于制备各种药物制剂。
乳酸
乳酸不仅是重要的食品添加剂,更是生产生物降解塑料PLA(聚乳酸)的关键原料。中国的乳酸工业发展迅速,河南金丹科技、浙江海正生物材料等企业在技术和规模上都达到了国际先进水平。
乳酸的生产主要使用乳酸菌发酵,原料包括玉米、木薯、甘蔗等。发酵过程需要严格控制pH值和温度,以确保乳酸菌的活性和产品质量。根据使用的菌株不同,可以生产L-乳酸或D-乳酸,这两种同分异构体在生物材料应用中具有不同的性能。
精细化学品与平台化合物
葡萄糖酸
葡萄糖酸及其盐类是重要的绿色化学品,广泛应用于建筑、食品、医药等领域。中国的葡萄糖酸工业主要集中在山东、河北、江苏等地,采用黑曲霉发酵法生产。
葡萄糖酸钠是优秀的水泥减水剂,能够显著提高混凝土的工作性能和强度。在中国的基础设施建设热潮中,葡萄糖酸钠发挥了重要作用。三峡大坝、港珠澳大桥、北京大兴国际机场等重大工程都使用了含有葡萄糖酸钠的高性能混凝土。山东新银河化工有限公司开发的葡萄糖酸钠生产技术,发酵周期缩短至36小时,转化率达到95%以上,处于国际领先水平
二羧酸
二羧酸类化合物是合成高性能聚合物的重要原料。中国科学院微生物研究所与凯赛生物合作开发的生物法制备二羧酸技术,实现了从实验室到产业化的成功转化。
凯赛生物在新疆乌苏建设的生物基戊二胺项目,是全球最大的生物基戊二胺生产基地,年产能达到5万吨。戊二胺是生产PA56尼龙的关键原料,这种新型尼龙具有优异的性能,广泛应用于汽车、电子、纺织等领域。
平台化合物的发展
5-羟甲基糠醛(HMF)、2,5-呋喃二甲酸(FDCA)等平台化合物被认为是未来生物基化学品的重要基础。中科院青岛生物能源所在这一领域取得了重要进展,开发出了高效的制备工艺。
这些平台化合物可以替代石油化工中的重要中间体,用于生产生物基聚酯、溶剂、添加剂等多种产品。虽然目前还处于技术开发阶段,但随着技术的不断进步和成本的下降,预计将在未来几年实现产业化。
生物材料革命
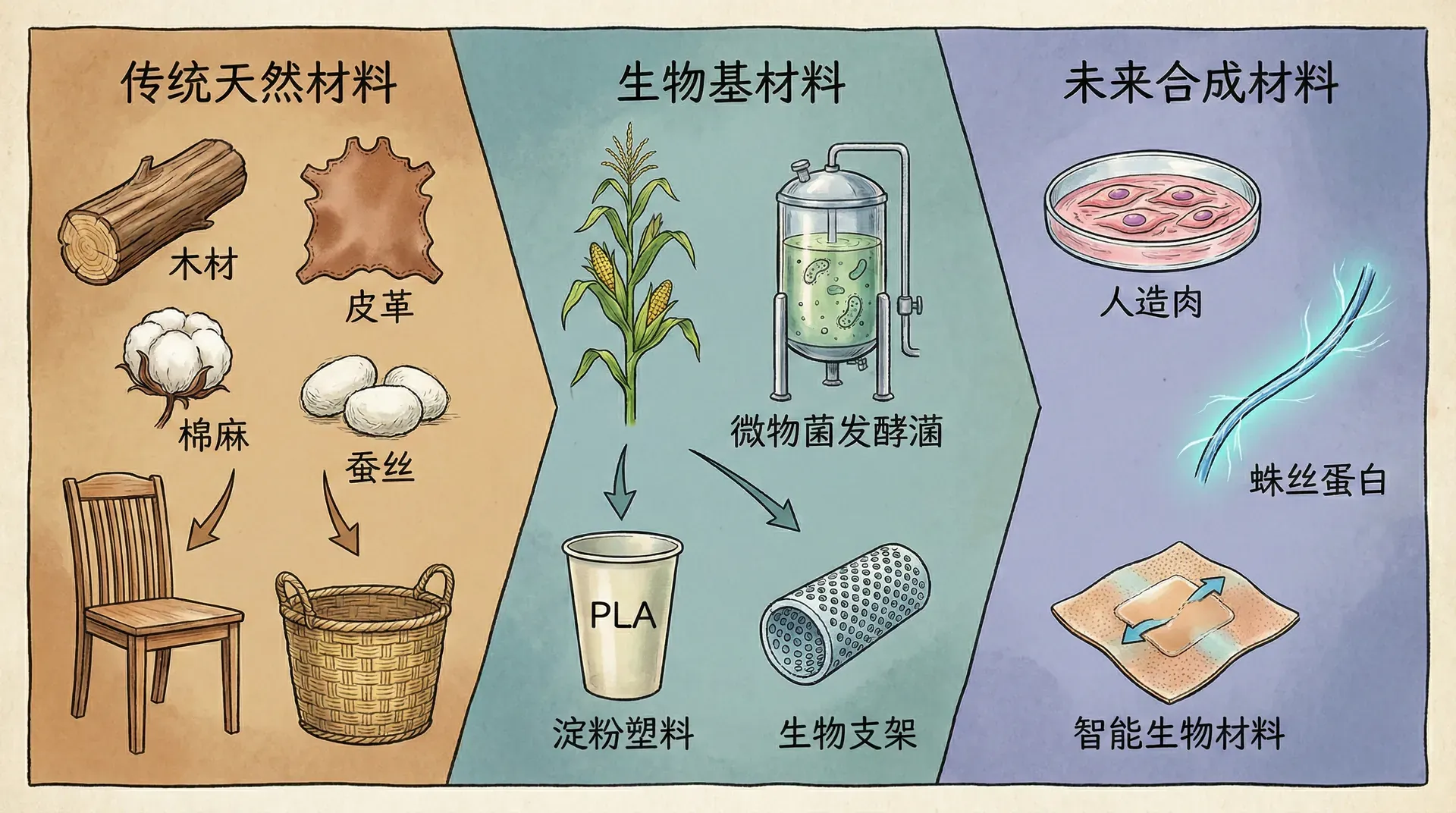
聚乳酸
聚乳酸(PLA)是目前最成功的生物降解塑料之一,在包装、纺织、医疗等领域应用广泛。中国的PLA产业起步较晚,但发展迅速,涌现出海正生物材料、光华伟业、九江科院等优秀企业。
海正生物材料在台州建设的年产5万吨PLA项目,是亚洲最大的PLA生产基地之一。该项目采用先进的开环聚合技术,产品质量达到国际先进水平,广泛用于一次性餐具、包装薄膜、3D打印材料等领域。
PLA的生产过程包括两个主要步骤:首先通过发酵得到乳酸,然后将乳酸聚合成聚乳酸。聚合过程需要精确控制温度、真空度和催化剂用量,以获得理想的分子量和性能。
PLA的成本仍然高于传统塑料,但随着技术进步和规模扩大,到2025年成本将下降30%以上。
聚羟基脂肪酸酯
聚羟基脂肪酸酯(PHA)是另一类重要的生物降解塑料,具有良好的生物相容性和完全生物降解性。中科院微生物所与蓝晶微生物合作开发的PHA生产技术,已经实现了工业化生产。
蓝晶微生物在内蒙古乌兰察布建设的PHA生产基地,采用微生物发酵法生产多种PHA产品,包括PHB、PHBV、PHBHHx等不同品种,可以满足不同应用场景的需求。
生物基聚酰胺
聚酰胺(尼龙)是重要的工程塑料,传统上由石油化工原料生产。中国企业在生物基聚酰胺领域积极布局,凯赛生物、华峰化学等公司都有重要项目。
凯赛生物开发的PA56尼龙,以生物基戊二胺为原料,性能优于传统的PA66,在汽车、电子、家电等领域应用前景广阔。该产品已经通过了多家国际知名企业的认证,实现了批量销售。
特殊功能材料
生物表面活性剂
传统的表面活性剂多由石油化工原料制成,对环境有一定影响。生物表面活性剂具有生物降解性好、毒性低、环境友好等优点,是未来发展的重要方向。
中科院微生物所开发的鼠李糖脂生产技术,已经在江苏、山东等地实现了产业化。鼠李糖脂是一种优秀的生物表面活性剂,在油田开采、环境修复、日化产品中都有应用。
表中“表面张力降低能力”数值越低,表示能更有效地降低水的表面张力;“环境友好性评分”越高说明越易降解、对环境越友好。生物表面活性剂以可再生资源为原料,且生物降解性显著优于传统类型。
山东某生物技术公司开发的槐糖脂生产项目,年产能达到1000吨,产品主要用于化妆品和洗涤用品,已经获得了多家国际品牌的认可。
功能性脂肪酸
DHA、EPA等多不饱和脂肪酸对人体健康具有重要意义,传统上主要从鱼油中提取。中国企业在微生物发酵生产功能性脂肪酸方面取得了重要进展。
嘉必优生物技术公司开发的微藻发酵DHA技术,产品纯度和质量都达到了国际先进水平,广泛应用于婴幼儿奶粉、保健品、功能食品等领域。该公司在湖北武汉建设的生产基地,年产DHA油脂超过1000吨。
中科院青岛生物能源所与润科生物合作开发的EPA生产技术,采用海洋微生物发酵,避免了海洋污染的风险,产品更加安全可靠。
产业发展与未来展望
中国生物技术产业现状
中国生物技术产业经过多年积累与发展,已经形成了较为完整且多元化的产业链体系。从上游的生物原料获取与供应,到中游涵盖发酵生产、代谢工程、酶催化等多种生物制造工艺,再到下游面向食品、医药、农业、能源及新材料等众多领域的应用,产业链中各个环节都拥有专业的企业、创新的技术与完整的配套能力。近年来,在政策引导和资本推动下,行业集中度逐步提升,龙头企业的引领作用日益突出。
目前,中国在柠檬酸、维生素C、青霉素等传统发酵产品方面稳居全球领先地位,是全球最大的生产和出口国之一。此外,在生物燃料(如生物乙醇、生物柴油)、生物降解材料、生物基化学品等新兴领域也取得了重要突破。越来越多的企业将目光聚焦于微生物发酵工程、绿色合成工艺、产业自动化等高附加值领域。但在高端酶制剂、特种生物医药中间体、基因编辑等核心技术领域,与发达国家相比,仍有提升空间,特别是在自主创新能力、高端装备制造、前沿理论研究方面存在一定差距。
技术发展趋势
合成生物学、系统生物学等前沿生命科学的发展,正为生物技术产业注入强劲新动能。合成生物学通过基因设计、代谢调控和人工构建生物体系,实现了对生物产品种类与产率的显著提升,可以高效生产传统工艺难以获得的高附加值化合物,极大地扩展了产业的应用边界和可能性。智能化、自动化、数字化的平台加速了产业升级步伐。
中科院天津工业生物技术研究所在合成生物学领域取得了多项突破。例如,通过模块化设计组装微生物底盘,开发出了多种可规模化生产高价值化学品和先进材料的人工生物系统。这些技术的推广应用,有望带动上下游企业升级改造,助力中国生物制造向更高端、高效、绿色的方向迈进。此外,基因组编辑、细胞工厂、大数据辅助筛选等新技术也正在改变产业生态,为未来打开更广阔的创新空间。
发展机遇与挑战
在未来几年,中国生物技术产业既面临着前所未有的战略机遇,也要应对多重挑战:
到2030年,中国生物技术产业产值有望接近2万亿元,年均增长率保持在10%以上。生物制造、新型生物材料、生物医药等板块有望成为国民经济新的增长点,为构建现代产业体系、实现经济绿色转型提供强力支撑。
未来发展方向
展望未来,中国生物技术产业将在以下几个重点维度持续发力:
生物技术产业正站在新的历史起点上。通过持续的技术创新、完整的政策体系保障和强劲的市场需求拉动,中国有望在全球生物制造领域实现“并跑”甚至“领跑”,在绿色化学、医学健康、食品安全等多个核心领域发挥基础性和战略性作用。未来,从传统石油化工向现代生物制造的深刻转型,不仅是技术路线的变革,更是产业可持续发展的关键转折点。这一进程将助力实现美丽中国建设和全球气候治理目标,构建人与自然和谐共生的绿色未来。